五轴加工Fanuc 系统-倾斜面加工:G68.2、G53.1指令应用
虽然真正的五轴同步加工已经变得越来越流行,但事实是,在所有加工操作的背景下,五轴同步是一个非常小的部分加工。
绝大多数的五轴加工操作实际上是什么可以更正确地分类为3 + 2操作。这意味着,5轴机器将定位到一个特定的方向,它的两个旋转轴,然后执行标准的2-1/2轴和3轴操作。
对于较小的工件,五轴机床工作台/工作台或双转盘配置完成这一点,只需旋转,使工作平面平行于xy平面(G17)和垂直于主轴/ z轴。由于大型工件是典型的航空航天、能源和汽车工业,这种类型的机器是不切实际的。
需要从不同方向加工的大型工件通常使用头/头或关节头五轴机床进行加工。头/头机床通过旋转和调整主轴/刀具轴,使之垂直于包含待加工特征的工作平面来实现所需的方向。
在过去,这带来了额外的挑战,因为数控控制系统不够强大,无法帮助管理各种工作平面的方向。由于这一限制,许多数控编程功能,被认为是理所当然的三轴,不能使用。圆弧插补、刀具半径补偿和钻削周期都是不能使用的标准编程工具。这将反映在NC代码的大型NC程序文件,主要是点对点的移动。
随着数控系统变得越来越强大,这个问题在很大程度上是过去的事情。今天,几乎所有用于五轴机床的数控系统都具有处理倾斜工作平面的功能。其中包括发那科(FANUC)和西门子(SIEMENS),这是当今最流行的两种数控控制系统。
虽然倾斜的工作平面功能对头/头型五轴机器有明显的好处,它也可以用于表/表和头/表混合五轴机器。将它用于这样的机器的原因是完全不同的。我们将在以后的文章中讨论这些原因。
让我们首先看看发那科如何处理一个头/头型五轴机器的倾斜工作平面。
发那科用于倾斜工作飞机的命令是G68.2。G68.2是绝对模式(G90)命令,是最常用的命令。(注意:这个命令有一个由G68.3定义的变体)。G68.4为增量模式(G91)命令。
G68.2倾斜工作平面函数允许用户通过欧拉角、横摇角、3个点、2个向量、投影角来定义工作平面。定义工作平面的方法由P地址指定。
G68.2 P0(欧拉角)
G68.2 P1(滚-俯仰-偏航角)
G68.2 P2(3分)
G68.2 P3(2载体)
G68.2 P4(投影角度)
注:当不指定P时,使用欧拉角假设P0。
由于滚转、俯仰和偏航角是航空航天中最常用的角,让我们用滚转、俯仰和偏航角构建一个G68.2指令。
G68.2横摇俯仰偏航语法
G68.2 P1 Q123 K_ (x (y) k
P1通过横摇、俯仰和偏航角表示倾斜的工作平面定义。X、Y、Z以工件的基本工作坐标系WCS为参考点,定义倾斜工作面的原点位置。I,J,K定义了横摇角(关于X),俯仰角(关于Y)和偏航角(关于Z)。Q123指示旋转轴旋转的顺序。使用的顺序将完全取决于一个给定机器的旋转轴的运动学定义。
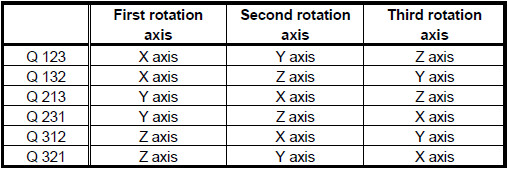
Q123是I, J和K值的默认值。如果没有指定Q,则假设Q123。
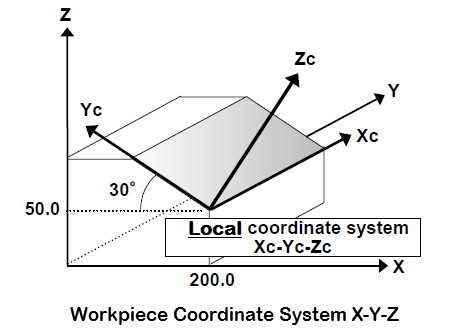
在上面的例子中,我们有以下倾斜的工作平面属性。
本地坐标原点:(200.0,0.0,50.0)
旋转轴旋转顺序:I, J, K (X, Y, Z)
绕x轴旋转(滚转):30度
绕y轴旋转(俯仰):0度
绕z轴旋转(偏航):90度
这个倾斜的工作平面用下面的G68.2语句定义。
G68.2 P1 Q123 X200.0 Y0 Z50.0 I30.0 J0.0 K90.0 .0
还有另一个与G68.2的使用相关的代码,它在实际做什么方面造成了很大的混乱。代码是G53.1。FANUC定义G53.1为工具轴方向控制。一个更简单和清楚的解释是,G53.1将导致倾斜的工作平面所需的旋转轴的自动定位,并使刀具/主轴轴垂直于倾斜的工作平面。这导致刀具/主轴轴是LCS(局部坐标系)的z轴。必须在G68.2语句之后立即输出G53.1。
在使用G53.1时必须小心,因为它不会根据当前的工具位置进行调整,如果在G68之前没有定义合适的接近位置,可能会导致严重的碰撞
另一个比G53.1更容易被误解的代码。代码是G53.6。这实际上应用了RTCP来定位工具的方向。和G53.1一样,它必须在G68.2调用之后。但是,如果使用G54.4工作设置错误校正(部分倾斜/旋转翻译),则不支持G53.6。
在航空航天中使用的大型五轴机床中,c -主/ b -次机床或c -主/ a -次头/头机床是很常见的。这些配置可以很好地使用倾斜工作平面定义的滚动、俯仰、偏航方法,因为这些直接与给定机器的特定旋转轴相关。
沿着正轴向原点向下看:
a轴绕(平行)x轴以+方向旋转。b轴绕(平行)y轴以+方向旋转。c轴绕(平行)z轴以+方向旋转。
因此:
滚转轴=旋转轴’A’
俯仰轴=旋转轴’B’
偏航轴=旋转轴’C’
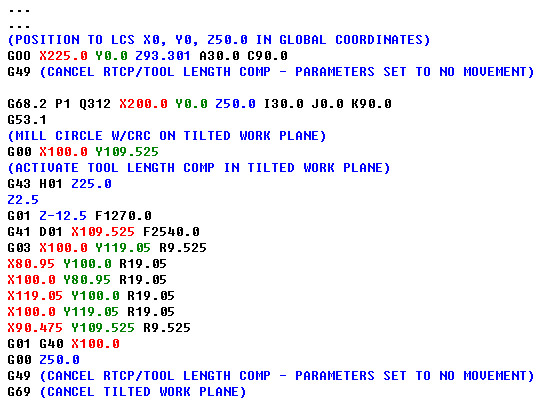
在我们的例子中,我们假设我们有一个C/ a头/头5轴机器。次轴有时也被称为“从轴”,因为它的位置取决于c轴当前的位置。对于这种配置,我们必须将轴旋转的顺序定义为Q312。c轴是主轴,首先旋转,a轴是次轴,然后旋转。
一旦我们定义了一个倾斜的工作平面,我们就可以编程标准的工具路径操作,就像它们在xy平面(G17)一样。在G68.2语句中定义的任何操作和倾斜工作平面的G69消去都是使用局部xy平面和倾斜工作平面的局部坐标来完成的。
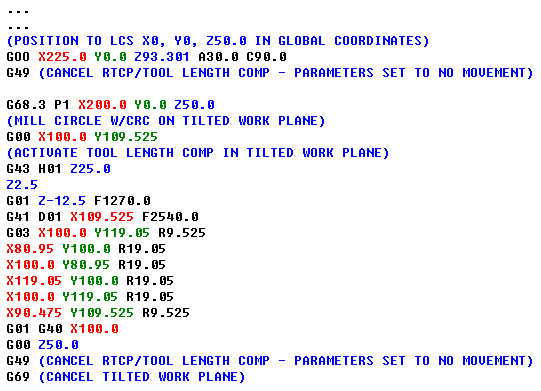
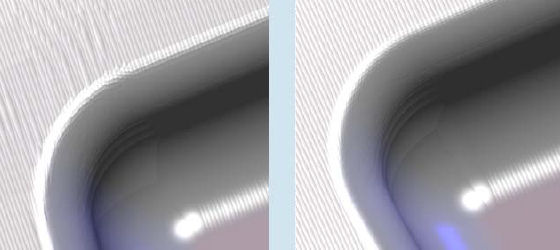
下面是一个图形,显示了倾斜的工作平面的实际应用3+2加工以及5轴同步加工在一个实际的部分。您可以下载实际的NC代码文件以及用于生成它的原始Mastercam文件。
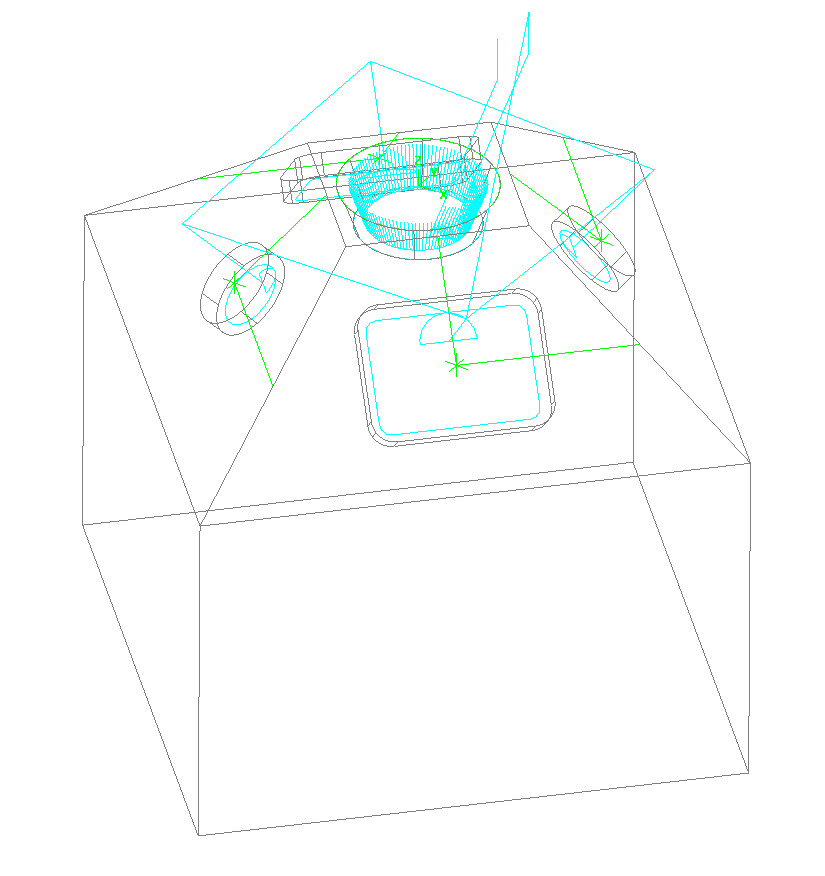
您还可以下载第二个NC代码文件,该文件使用G68.3创建倾斜的工作平面。下面的图形显示了在上面的G68.2示例中,使用G68.3来实现同样的倾斜工作平面方向。但是,和G53.6一样,如果使用G54.4工作设置错误校正(部分倾斜/旋转翻译),则不支持G68.3。