5五轴加工的重要 “精优曲面” NC 指令
SINUMERIK 集成了一系列有关“精优曲面”的新功能
SINUMERIK 集成了一系列新功能,这些功能整合在控制系统的“精优曲面”解决方案中。对用户来说,这一智能的数控功能意味着在提供最大加工速度的同时,可以获取最佳的工件表面加工质量。当使用 CYCLE832 时,“精优曲面”功能被自动激活。
在使用最新的数控系统时,经过优化的预读功能会帮助系统在相邻的铣削路径上保持相同的加工状态,可助力实现完美的表面加工质量、精度和更高的加工速度。经过优化的全新压缩器功能可确保极佳的轮廓精度和最大的加工速度。智能的加加速度限制功能降低了机床机械系统的磨损,可实现平滑的加速和轴制动,从而延长机床的使用寿命。
不使用与使用“精优曲面”功能的对比
使用“精优曲面”的一个重要优势是CNC可对邻近的铣削路径的加工速度曲线进行自动平滑。它也可用于直线段接直线段的轮廓或者自由曲面轮廓的往复式铣削加工,能直接提升表面加工质量或精度,从而得到完美的工件表面。
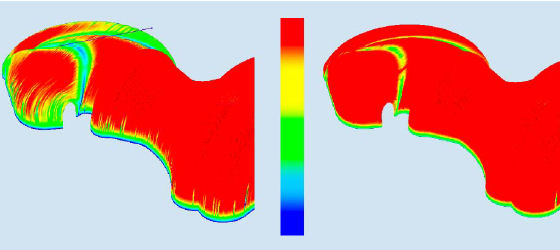
凭借优化的速度曲线,获得更快的加工速度。红色区域代表最大速度。
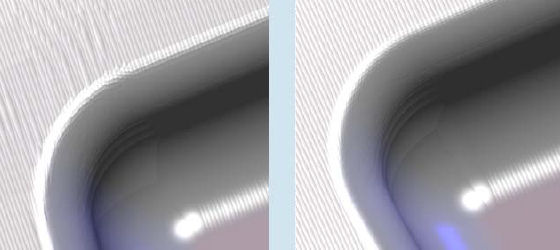
凭借可再现的邻近铣削路径,获得完美的表面加工质量。表面会更加均匀。
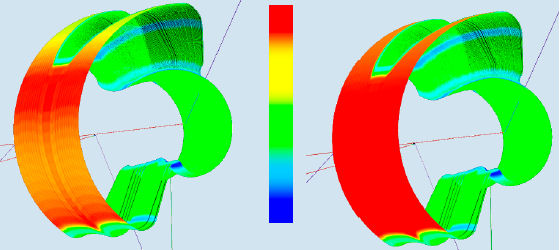
压缩器不仅适用于G01 程序段,也能对快速进给 G00程序段进行压缩。从而使加工速度在整个加工过程中保持在较高水平(红色区域)。
NC 指令与“精优曲面”组合使用
以下 NC 指令在 CUST_832.SPF子程序 中均被调用,当“精优曲面”相关的 CYCLE832被调用时,相关指令就会被激活。
DYNNORM、DYNROUGH、DYNSEMIFIN、DYNFINISH (G 代码组 59)。
COMPCAD 能在公差范围内使用平滑的多项式曲线替代直线段G01组成的轮廓路径。
SOFT (G 代码组 21) 可激活受加加速度限制的速度控制。
G645 (G 代码组 10) 切换到连续路径模式(预读)。
FIFOCTRL (G 代码组 4) 切换到自动预处理内存控制。
FFWON (G 代码组 24) 切换到可设置的前馈控制(速度或加速度前馈控制)。
用于 5五轴加工的重要 NC 指令
在 CUST_832.SPF 中,以下 NC 代码指令可由机床制造商预设。
TRAORI 激活机床数据转换器中设置的五轴转换,并应单独在程序段中编程。
UPATH (G 代码组 45) 确保五轴样条插补中旋转轴和线性轴的同步运动,例如在压缩器激活时执行。
ORIAXES (G 代码组 51) 可自始至终在程序段中执行定向轴的直线插补。
ORIWKS (G 代码组 25) 可定义用于定向编程的工件坐标系。
ORISON (G 代码组 61) 激活五轴转换 (TRAORI) 生效时五轴加工的定向平滑。