ISO标准下,一举“拿下”五轴加工中心刀尖跟随能力评定
球杆仪对中
为准确完成循迹测试,需要对球杆仪的安装偏心进行准确调试,建议用户选配雷尼绍公司常用于OMP60或OMP40测头上用的可调偏心装置,可以将球杆仪安装偏心调整到尽可能小的范围内。以下步骤说明如何使用Ballbar Trace循迹软件来快速对中
1:将无线球杆仪QC20-W的蓝牙与电脑中安装的Ballbar Trace循迹软件匹配并联机;图片
2:手动旋转主轴,将调整螺钉的方向转到与球杆仪传感器伸缩方向平行;
3:沿球杆仪传感器伸缩方向移动机床工作台将球杆仪读数调到接近为0µm;
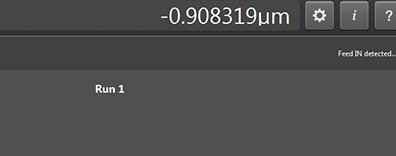
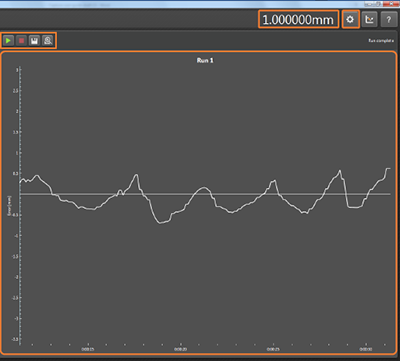
4:将主轴旋转180度,得到一个球杆仪偏置读数(如3.20888µm);
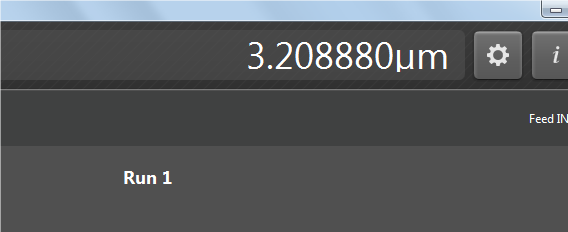
5:用可调刀柄上的螺钉调整偏心,直到屏幕上的读数为第四步显示值的一半(3.208880/2 = 1.6µm);
6:重复第三步到第五步直道主轴中心跳动小于1微米。
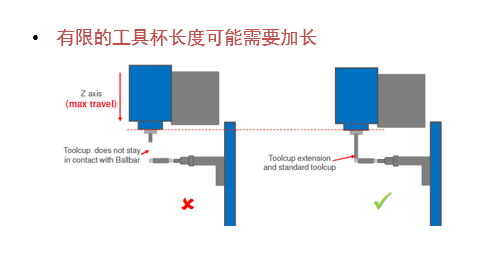
球杆仪中心长度
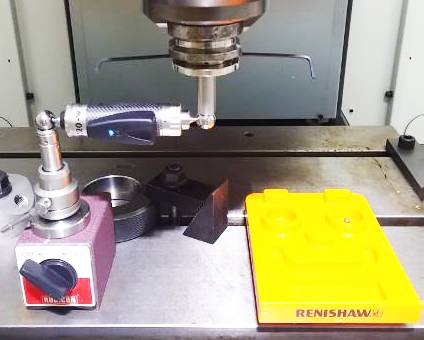
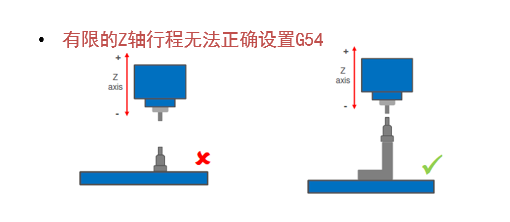
有条件的用户如果在机床上安装有机内对刀装置,可测出球杆仪中心到主轴端面的距离,作为刀具长度输入到五轴机床的对应刀具号的刀具偏置中,这也是五轴机床能够准确完成刀尖跟随的必要条件。
球杆仪的球直径为12.7mm,刀具长度应该为球心到主轴断面的尺寸。
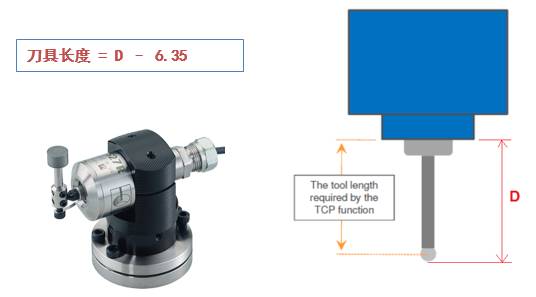
刀具长度可以借助于机床上安装的机内对刀测头(例如TS27R)。
五轴机床测试程序
敬请留意:本文给出的程序只是示范程序,并非用户在机器上经过调试的最终测试程序。任何试图使用本程序的用户,应该根据机器上卡具所预留的空间,对避免可能出现的机床碰撞负责。
<Fanuc测试程序事例>
%
(BK1-X)
G01F1000
G90G54 X101.5 Y0 Z0 A0 C0 (移动到起始点)
G5P10000 (启用高精度插补)
G43.4H20 (使TCP生效并调用对应刀长)
G91A-90.F1000 (采用TCP旋转A轴到起点)
M00 (暂停)
G91X-1.5
G91A120.F1000
G91X1.5
G04X4.
G91X-1.5
G91A-120.F1000
G91X1.5
G04X1
G91A90.F1000
G49 (关闭TCP)
G5P0 (关闭高精度插补)
M30 (返回程序头)
%
<Siemens测试程序事例>
;BK1_X
N0010 G1F1000
N0020 G90 G54 X101.5 Y0 Z0 A0 C0
M00
TRAORI
G91 A-90
M00
G91 X-1.5
G91 A120. F1000
G91 X1.5
G04 F4.
G91 X-1.5
G91 A-120. F1000
G91 X1.5
G91 A90. F1000
TRAFOOF
M30
<HEIDENHAIN测试程序事例>
0 BEGIN PGM BK1-X MM
1 M129 M9
2 L X+101.5 Y+0 Z+0 A+0 C+0 F1000
3 STOP
4 M128 F1000
5 L IA-30
6 STOP
7 L IX-1.5
8 L IA+40
9 L IX+1.5
10 CYCL DEF 9.0 DWELL TIME
11 CYCL DEF 9.1 DWELL4
12 L IX-1.5
13 L IA-40
14 L IX+1.5
15 L IA+30
16 M129
17 END PGM BK1-X MM
新的XCal-View 2.3版数据分析软件使用户能够快速检查并调用通过球杆仪循迹软件采集的数据,同时还可快速生成符合ISO10791-6标准的测试报告。