五轴联动机床精度检测国际标准试件—S形试件具体过程
2020年1月29日,最新修订的国际标准ISO 10791-7:2020在国际标准化组织(ISO)官方网站正式发布,主要修订内容为添加了由中国提出的用于五轴联动机床复杂曲面加工精度测评的S形试件。
一、S形试件的提出背景
S形试件由航空工业成都飞机工业(集团)有限责任公司(以下简称成飞公司)提出。
上世纪90年代,随着重点飞机型号的研制,成飞公司开始大量引进五轴联动数控机床,采用当时唯一国际公认的试件—圆锥台试件进行最终加工精度验收。然而,通过圆锥台试件验收的机床在加工某些飞机结构零件复杂曲面时,大量出现过切、欠切、表面严重波纹等情况。为了解决这个问题,成飞公司通过分析归纳这些飞机结构曲面的几何特性及其加工过程中机床的运动特性,发明了S形自由曲面试件,获得中国及美国发明专利授权。
二、S形试件简介
(一) 几何定义
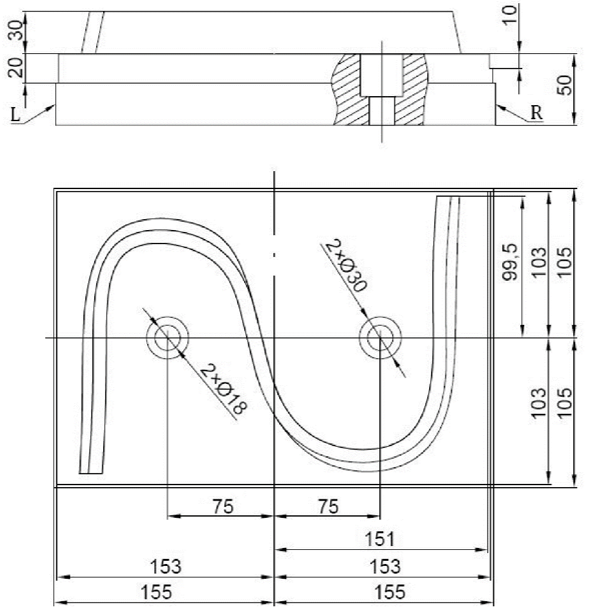
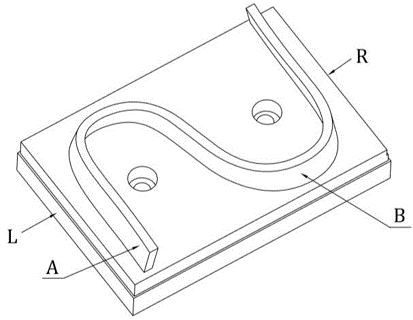
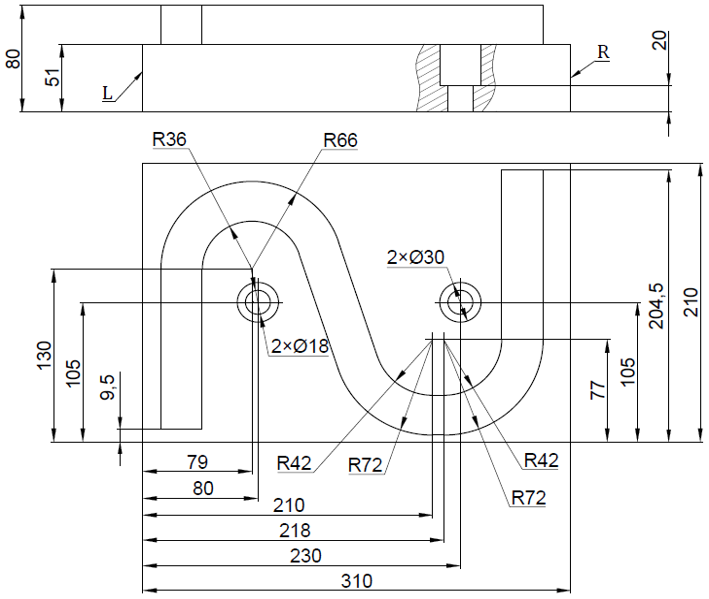
S形试件由S形缘条和矩形底座组成,其几何形状及尺寸如图1所示。其中,S形缘条由两个直纹面构成,这两个直纹面分别由两条三次准均匀有理B样条曲线通过等参数方式生成,每条B样条曲线由16个控制点唯一确定,如图2所示。
a) 2D
b) 3D
图中:
A—直纹面A
B—直纹面B
L—试件左侧
R—试件右侧
图1 S形试件几何结构
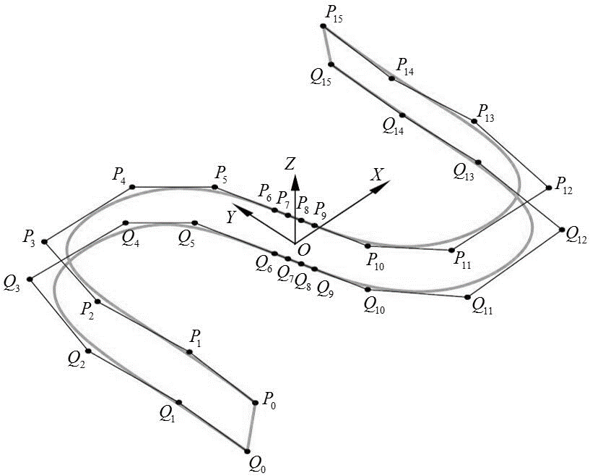
a) 直纹面A
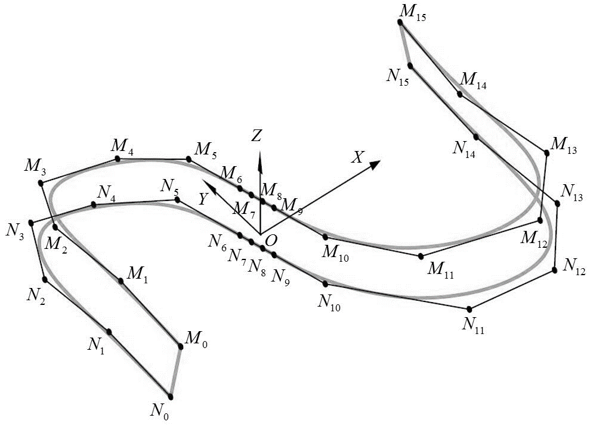
b) 直纹面B
图2 直纹面定义
S形试件毛坯几何形状及尺寸如图3所示,底面的平面度误差应小于0.05mm,其他尺寸公差为±0.1mm。为避免大量材料切除引起的应力变形对检测结果的影响,毛坯应经过应力释放。
a) 2D
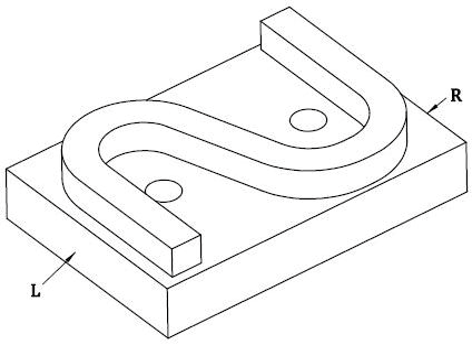
b) 3D
图中:
L—试件左侧
R—试件右侧
图3 毛坯几何结构
(二) 切削加工
(1) 装夹
采用M16螺栓压紧,注意螺栓顶部距离矩形底座上表面2mm以上。
(2) 刀具和切削参数
刀具及切削参数根据毛坯材料等实际情况确定。推荐直径20mm立铣刀,刃长≥35mm。推荐的进给速度如表1所示。
表1 推荐的进给速度

(3) 加工坐标系
如图4所示。
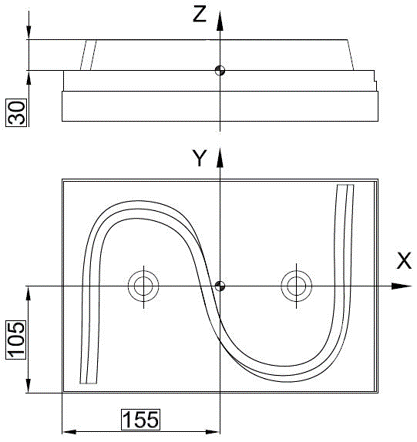
图4 加工坐标系(基准平面见图5)
(4) 加工步骤
步骤1:铣削平面A、E、F、G、H
基准平面A和参考平面E、F、G、H见图5。应使用加工S形缘条的同一把刀具进行加工。
步骤2:直纹面半精加工
五轴侧铣半精加工直纹面。由于S形缘条在某些位置与基准面A的夹角小于90°,允许S形缘条底部残留,以避免切削到A面增大刀具变形。
步骤3:直纹面精加工
五轴侧铣精加工直纹面。同样允许S形缘条底部残留。
步骤4:铣削附加平面D(仅对具有C轴的五轴联动机床)
附加平面D如图9所示,用于检查主轴与C轴的同轴度。加工过程中,C轴每旋转一次(从最大负角度到0°或从0°到最大正角度,或相反;如果C轴行程大于720°,仅执行720°,即±360°)刀具沿Y轴运行20mm。应使用加工S形缘条的同一把刀具进行加工。注意:测得的同轴度误差会受刀具长度影响。
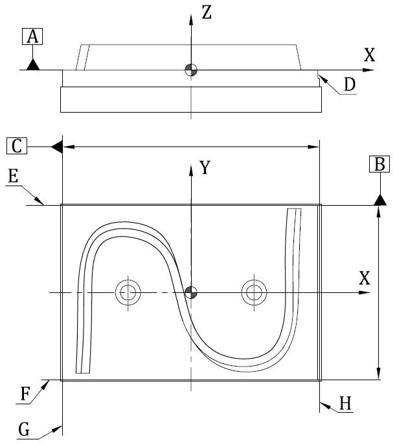
图中:
A—基准平面
B—平面E和F的中间平面与基准面A相交获得的基准线
C—平面G和H的中间平面与基准面A的交线与直线B相交获得的基准点
D—附加平面
E、F、G、H—参考平面
图5 测量基准
(三) 精度检测及结果评价
(1) 检测项目
① 两直纹面相对于基准A、B、C的轮廓度误差;
② 附加面D的直线度误差。
(2) 检测方法
两直纹面相对于基准A、B、C的轮廓度误差采用坐标测量机进行测量,测量坐标系应基于图5所示基准A、B、C创建。建议两直纹面轮廓度误差测量点数不少于100。
附加面D的直线度误差测量参见:GB/T 11336-2004 直线度误差检测。
(3) 结果评价
按表2和图6所示公差进行评价。
表2 检验公差
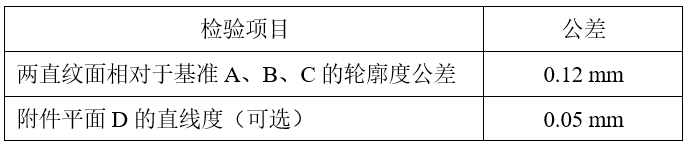
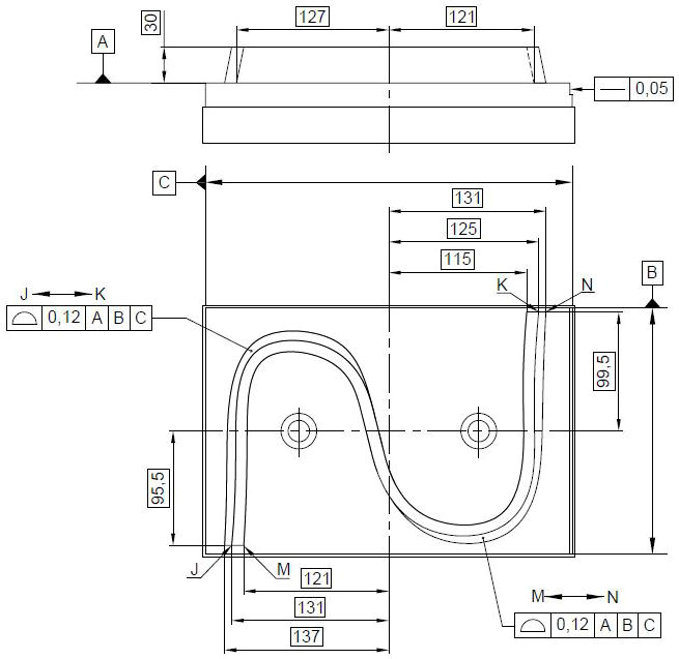
图6 检验公差图示
三、S形试件特点
S形试件两直纹面为非可展直纹面,曲率、扭曲角变化复杂,存在多种连续性。如图7所示为直纹面A上B样条曲线的曲率曲线,图8所示为直纹面A扭曲角曲线,图9所示为直纹面A连续性。
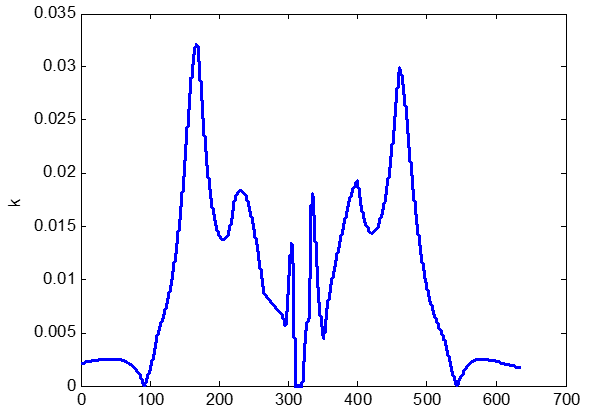
图7 直纹面A上B样条曲线曲率
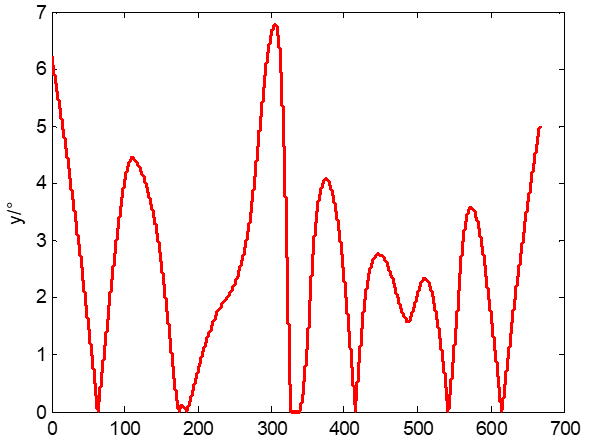
图8 直纹面A扭曲角曲线
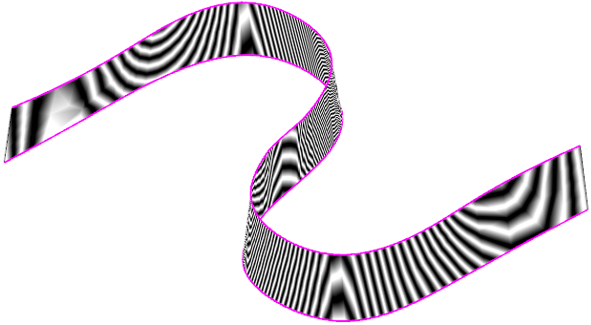
图9 直纹面A连续性
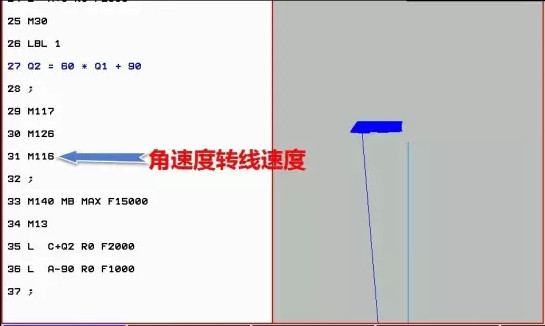
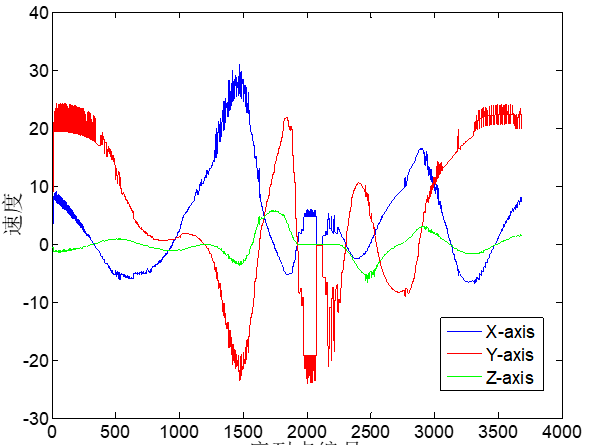
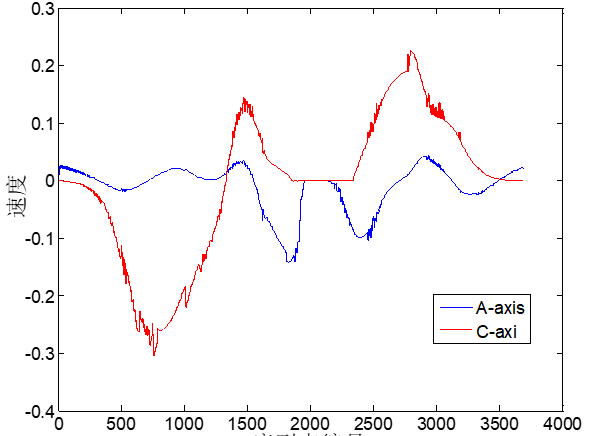
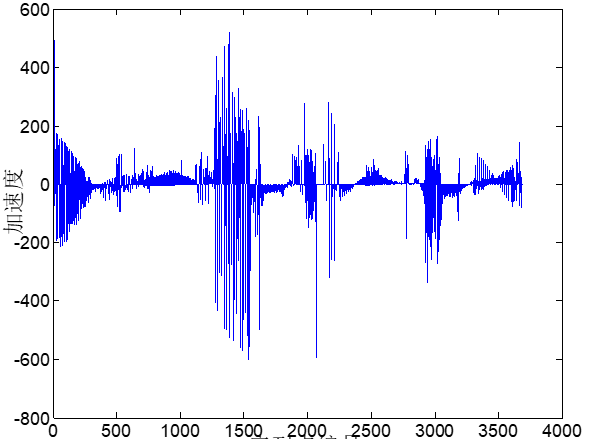
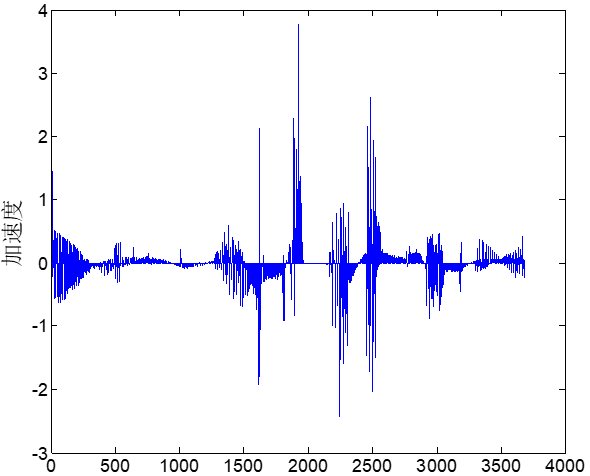
加工过程中,机床各运动轴的位置、速度、加速度、加加速度变化频繁剧烈。以AC摆头结构机床为例,机床各运动轴的位移、速度、加速度曲线如图10至图12所示。
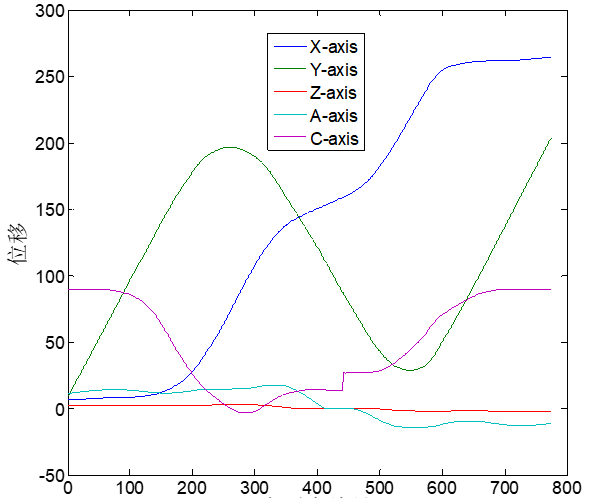
图10 机床运动轴位移曲线
a) 直线轴
b) 旋转轴
图11 机床运动轴速度曲线
a) X轴
b) A轴
图12 机床X轴和A轴加速度曲线
四、S形试件的应用
S形试件可在机床用户企业用于新机床验收、机床日常维修和零件质量分析;可在机床和数控系统厂家用于检测、调试精度及优化设计。
自2000年以来,成飞公司将S形试件列入五轴联动数控机床采购的技术协议中,累计验收五轴联动数控机床近百台,发现了多起引进设备的精度问题。并长期用于机床维修后的精度检验,保障零件的加工质量。
2008年,S形试件被制订成为成飞公司企业标准;2012年,申报ISO国际标准获立项;2015年,成为航空工业集团标准;2018年,申报国家标准获立项;2020年,正式成为国际标准试件。
2011年,国家“高档数控机床与基础制造装备”科技重大专项管理办公室发文将S形试件作为专项研制的五轴联动数控机床的验收必检项目。