机床五轴加工的空间精度
对于许多加工任务,相比标准的三轴加工,五轴加工有明显的经济优势。但是,为了缩短加工时间和减少装卡次数必须考虑非常复杂的进给运动。有时,进给轴配置和夹持情况可能造成直线进给轴和旋转进给轴的行程很大,甚至加工小工件时的行程都很大。由于进给轴理想运动与实际运动间的偏差与行程有关,行程越大,这个偏差越大,因此五轴加工机床必须面对一项特别挑战:高精度工件的加工需要机床具有足够高的空间精度。机床的空间精度与单个轴的精度不同,其测量点分布在整个加工区中。除了单个轴定位精度影响外,空间精度还包括摆动运动的影响,进给轴间的垂直度误差和直线度误差的影响。直线进给轴和旋转进给轴的位置测量是其中的关键。如果进给轴的位置仅简单地用电机中的旋转编码器测量,并通过齿轮速比和滚珠丝杠螺距将其转换获取,会使得数控机床模型与实际机床运动特性间的偏差将非常大。其偏差来自滚珠丝杠的热膨胀和旋转轴齿轮的传动误差,它能导致工件严重缺陷,五轴加工时则更加明显。用进给电机旋转编码器测量位置被称为半闭环控制,因为齿轮传动的机械误差无法在驱动控制环中补偿。
如果选用高精度直线光栅尺和角度编码器将能大幅改善进给轴定位精度和重复定位精度。由于这种进给轴的位置测量方式不通过电机,它直接测量机床直线轴和旋转轴,因此这种方法也称为全闭环
控制。如果机床机械部件质量足够好,即使加工条件多变,加工精度也能达到微米级甚至更好。这是五轴加工的巨大优势。如果刀具方向改变,还能准确补偿刀具运动,避免工件的轮廓加工不正确。
在加工Telstar足球中,配海德汉直线光栅尺和角度编码器机床的位置测量性能十分抢眼。Telstar是1962年美国NASA发生的第一颗民用通信卫星。1970年和1974年FIFA世界杯足球赛的正式用球
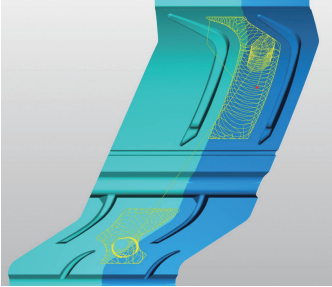
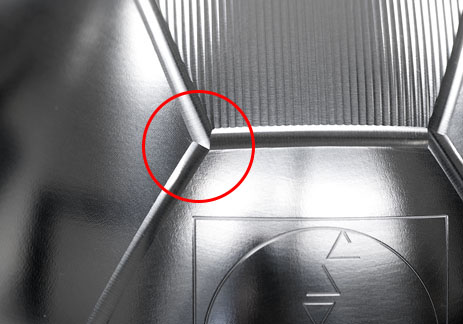
用该卫星命名,它由20块白色六边形和12块黑色5边形组成。这个图案一直沿用至今。海德汉工件与Telstar足球的传统形状类似。用车床加工出球形毛坯,然后用三步加工完成:用倾斜刀沿垂直路径三轴铣削五边形,用倾斜刀沿水平路径三轴铣削六边形,用五轴铣削缝槽。完美表面质量和完美细节,充分展示机床精度Telstar足球表面光滑如镜,尽管加工时间长达2个多小时,五边形
和六边形接缝的铣削因为有高精度的保证显得非常完美。Telstar足球的NC数控加工程序要求刀具倾斜,所以旋转轴和直线轴需要进行大量运动,因此空间精度必须高。如果用半闭环方式工作,
进给驱动机械系统的传动误差和热膨胀将大大限制机床的空间精度。但如果进给轴用全闭环方式工作,驱动系统的传动误差被直线光栅尺和旋转轴的角度编码器检测,因此可被数控系统补偿。
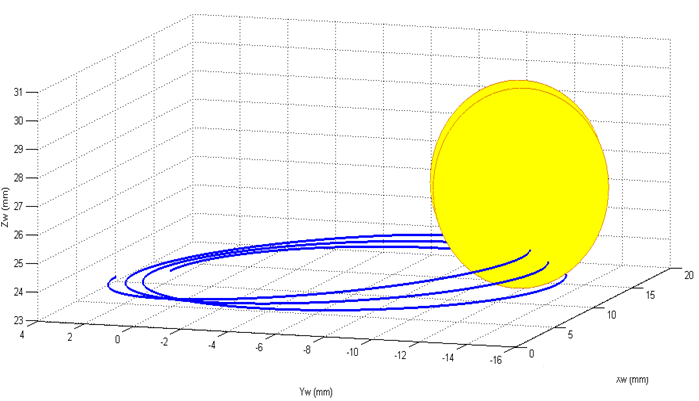
这样进给轴在整个行程范围内都拥有高精度定位和高重复精度的保证。工件相邻部位也能得到高精度地加工,包括频繁改变刀具方向和各加工步骤间的持续时间较长时。机床空间精度的潜力在Telstar足球接缝槽的加工中表现最为突出。刀具直径25 mm和浅槽深度只有0.15 mm,即使误差不到±10 µm也能造成槽宽明显不同。在接缝交点处的加工精度方面,全闭环控制的进给轴的表现
特别明显:虽然每个接缝加工时的刀具方向都必须改变,但接缝交点都非常准确,这是因为有高精度的海德汉直线光栅尺和角度编码器的结果。