五轴联动加工中每齿进给量到底是多大???
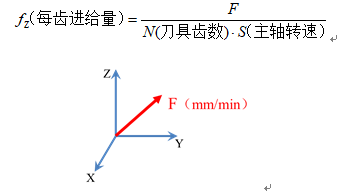
从事数控铣削加工行业的小伙伴都知道,每行数控代码都对应着一个进给速度F(可能有多种单位形式,本文以mm/min为例)。对于三轴铣削加工而言,很好理解,数控代码给定的F值即是刀尖点的合成进给速度,这时候沿着运动方向的名义每齿进给量可直接用下式计算。
对于五轴联动的情形呢?很多人会误以为既然F是跟在包含五个轴坐标的数控代码行最后,那么它就表示的是机床的实际合成进给速度,并以此计算总的程序运行时间,以及再次引用上文公式来计算每齿进给量,有些时候,得到的结果似乎与实际情况差别也不大。
但今天M博士要告诉大家的是,这时的F值并不再表示实际合成进给速度,且单位也不再是mm/min,而只是在数值上表示五个轴进给速度数值平方和的算术平方根,它在三个直线轴上的分量单位为mm/min,而在两个旋转轴上的分量单位为°/min。
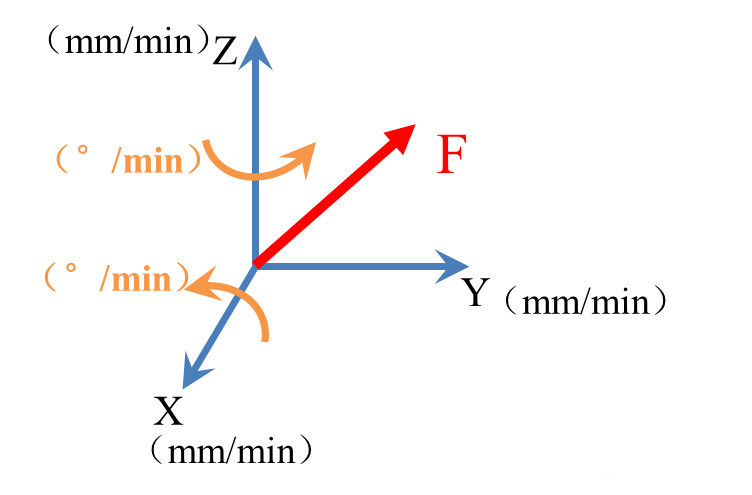
这时要想获得实际合成进给速度(mm/min),需要先将旋转轴的转动速度(单位°/min)转换为零件表面被加工点的线运动速度(单位mm/min),在把五个轴的进给速度值进性合成才能得到实际合成进给速度。显然,这时实际合成进给速度除了与F有关外,还与刀轨方向及零件的尺寸大小相关。
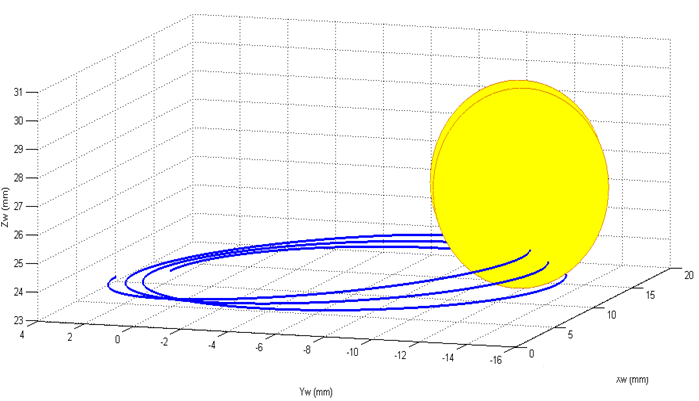
下面以在零件表面加工螺旋线为示例,来看看刀轨方向及零件大小是如何影响实际合成进给速度的。
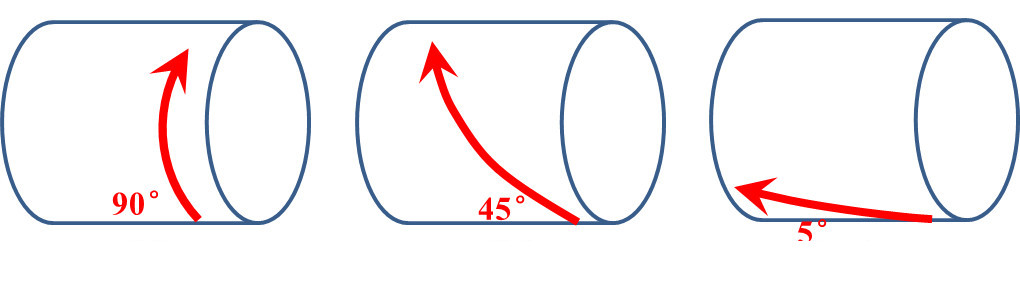
设数控代码中给定的F值都是F600,上图中零件直径为200mm,主轴转速1500rpm,刀具齿数为3。
(a)对于上图中情形(a)而言,实际合成进给速度如下:
![]()
进一步,计算每齿进给量为0.233mm。
(b)对于情形(b)而言,零件每转动一圈(360°),刀具沿着零件轴线方向运动距离恰好为零件周长628,旋转轴与直线轴进给速度数值的比率为360:628,从而可以将F600分解到两个轴,可以分别得到旋转轴进给速度是298.4°/min,直线轴进给速度是520.5mm/min,将旋转轴进给速度转换成零件表面运动速度为π200·298.4/360≈520.5mm/min,将两个轴的运动合成起来,得到相对零件表面实际合成进给速度为736.1mm/min,此时每齿进给量为0.164mm。
(c)同样道理,对于情形(c),可以计算得到旋转轴的实际转速为52.2°/min,直线轴的进给速度是597.7 mm/min,二者合成得到的实际合成进给速度为604.6mm/min,这个速度与数控代码中设定的F600已经很接近了,此时每齿进给量为0.134mm。
通过以上简单的示例分析可以得出,五轴联动加工中刀具每齿进给量的大小是由数控代码设定F值、刀轨路径、零件尺寸共同决定的,为了确保加工过程的安全,当零件尺寸较大或者刀轨引起旋转轴相对转动量较大时,应该对实际合成进给速度进行核算,小伙伴们理解了吗。