托盘化运输缩短了赛车场的设置时间
Andretti Autosport的机械师Charlie Mitchell先生这样描述赛车场:“就像一个工作车间,如同一个原型车间,但速度相对更快。”实际的加工只占零件从概念到实际所用时间的一小部分。设计、工程、编程和安装工作占据了Mitchell先生工作时间的大部分。这还不包括设计工程师在周末比赛后诊断汽车是否需要安装新部件,并为修理或升级指定部件所花费的时间。当他接到工作的时候,时间已经很短了(图1)。

图1 Charlie Mitchell先生作为Andretti Autosport的机械师,在他的两台主要铣床中的一台旁工作。在他身后,Unilock托盘已经准备就绪。对Charlie Mitchell先生来说,快速周转是至关重要的,且需要更快的安装时间
Andretti Autospor包含横跨全球五个不同赛车平台的多名车手。如果Charlie Mitchell先生的部件之一没有准备好,他们的比赛就会推迟。“无论这辆车是去北卡罗来纳州进行风洞测试,还是去爱荷华州进行道路测试,都需要花费数十万美元才能让人们乘坐公司的飞机去那里。我不能说,我不能及时为你拿到那个部件。这是我必须达到这个目标。”他说。当Charlie Mitchell先生于2016年开始在Andretti工作时,他发现了一个将使他更容易实现这一转变的契机。事实上,来自Big Kaiser的多个零点Unilock双接收器托盘在赛车场后面积灰。他曾在一家医疗设备公司的生产环境中使用过该系统,他在Andretti的前辈认为它们是“生产设备”,但Charlie Mitchell先生不这么认为。
减少安装时间 以便更快地周转
虽然有些人认为Unilock系统对于在卧式机床上切割多个部件很有用,但Charlie Mitchell先生认识到了在他的立式五轴加工中心上使用Unilock系统的好处。他说:“我知道你可以利用Unilock的托盘把一家赛车场变成一个快节奏的经营场所(图2) 。”

图2 Mitchell先生认识到,Big Kaiser的Unilock托盘可以让操作人员将零件预加载到机器外部的固定装置上,从而缩短安装时间
具体来说,Charlie Mitchell先生看到了一个巩固装置的耗时部件的机会:一系列固定装置的装置,如Vise,三爪卡盘和5C夹头,这些装置必须用螺栓固定在带有T形槽、螺柱和螺母的五轴DMG MORI DMU 50和三轴CMX 1100 V的机器上。这需要从工作台中完全拆卸多个组件,包括找到合适的螺柱或螺母,并在将其全部放回机器之前对其进行固定。整个过程花了几个小时。Unilock的夹具系统使用弹簧压力或手动致动来夹紧这些固定位置的旋钮,以便快速卸载、加载和定位夹具。标准的旋钮可以从底部被夹紧并将其安装在盲定位孔中,也可以从夹具顶部被固定。
“因为我的固定装置都螺栓固定在Unilock的托盘上,不到五分钟,我就可以启动空气开关,从机器上取下一个托盘,再放上一个,然后再启动开关,就可以开始了。”Charlie Mitchell先生解释说,“我不需要把固定装置拴上,且不需要在里面进行说明。当我设置好每个托盘时,我已经这样做了。”
Charlie Mitchell先生说,在使用托盘之前,他可能需要8 h来安装五轴机器,用10个工具在一个零件上运行30~40个不同的工序。现在,他说安装时间缩短了70%~80%。
托盘系统的创造性使用
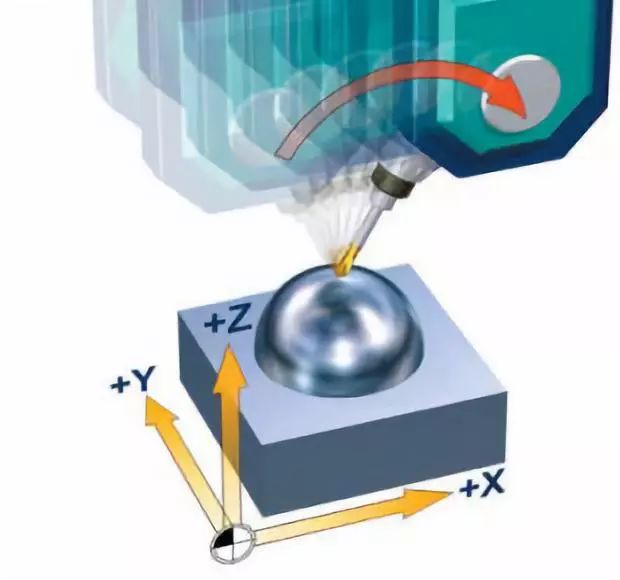
Charlie Mitchell先生还使用Unilock托盘改善了对零部件的访问。例如,他在一块钢架上增加了一个旋钮和一个接收器,以便把钢架固定在工作台的一端,把零部件固定在另一端。这样可以增加高度并使零件更接近工具,从而更容易地从长的矩形工件过渡到较小的方形工件。他利用这种布置来制造最近团队在印第安纳波利斯500中所使用的轮炮上的插座(图3)。

图3 Unilock托盘使用网格孔,以便在需要时更换夹具。夹具系统使用弹簧压力或手动致动来夹紧这些固定位置的旋钮,以便快速卸载、加载和定位夹具。标准的旋钮可以从底部被夹紧并将其安装在盲定位孔中,也可以从夹具顶部被固定
Unilock系统还提高了与Charlie Mitchell先生的两台主要铣床的协调效率。例如,他的三轴CMX 1100 V上有一个20 in×40 in的大铝板。在工作台的一端用螺栓固定一对标准虎钳,另一端是一个Unilock双接收器。因此,Charlie Mitchell先生可以迅速建立精加工操作或工作,且不需要消耗五轴主轴的时间。托盘的使用使Mitchell先生有时间进行多任务处理,以便更快地周转。“我可以在一周内编写、设置和运行5个不同的多操作作业,而且我们讨论的是公差极其严格的复杂部件。”他说。
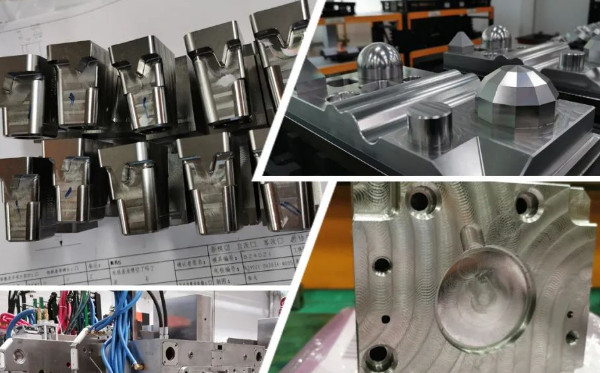
当最近的规则改变允许团队更自由地修改前摇杆和后摇杆时,附加的适应性就随之而来了。使用常规老虎钳,需要5次操作才能完成团队设计的8 in×6.5 in×1.5 in的摇杆部分。相反,他在Unilock托盘上设置了三个不同的虎钳,并能够在他的立式磨机上进行所有的五项操作。如果他做了一个个的单独操作,Mitchell先生估计他需要一周的时间才能完成其中的10个零部件(图4)。
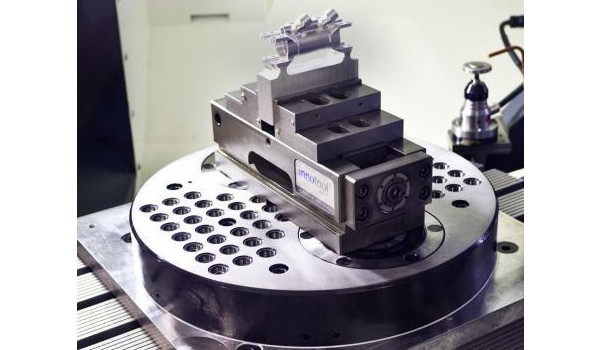
图4 这个阀体的所有第一次操作都是使用来自Big Kaiser的Unilock Univise在一个毛坯的设置中完成的
虽然通常有时间为规则的改变做准备,但Charlie Mitchell先生解释说,其他的改变并不总是那么容易预测的。有这么多的团队和他们需要处理的问题,零部件优先顺序可以在几分钟内改变。在此之前,如果一个工程师提出紧急要求,那就是“排队”。但现在,有了30种工具库和Unilock系统的结合,Charlie Mitchell先生可以迅速适应不同的需求。