这1种方法,能让3轴、3+2轴、5轴精加工都变得更快
要想以超弦精加工方式使用大圆弧刀具进行精加工,应该选择怎样的刀路策略进行编程呢?

一、3轴加工应用案例
在普通 3 轴加工中,因为机床轴运动简单,可以利用超弦精加工进行一些侧壁和陡峭区域或顶面平缓区域的精加工。
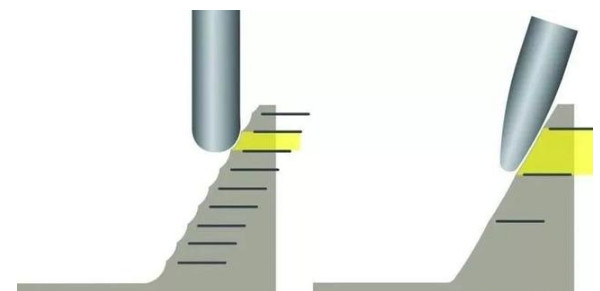
▲球刀与大圆弧刀具对比
案例1
这个零件的编程,一共用了三个加工策略。

STEP 1 :使用2D动态粗切策略进行粗加工;
STEP 2 :选用球刀,使用等高策略进行二次开粗 ;
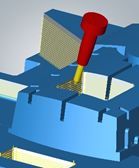
STEP 3 :选用圆桶形式圆弧刀具,使用等高策略进行精加工。在刀具管理器中选择圆桶形式刀具;在刀具定义页面,设置圆桶刀具的各项外形参数。
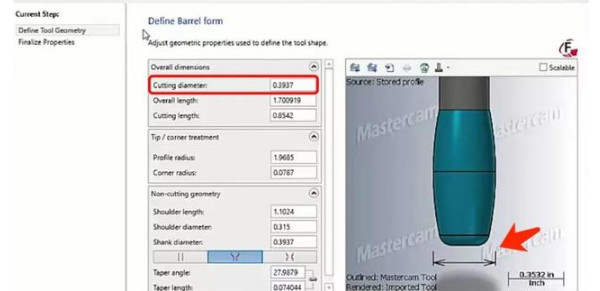
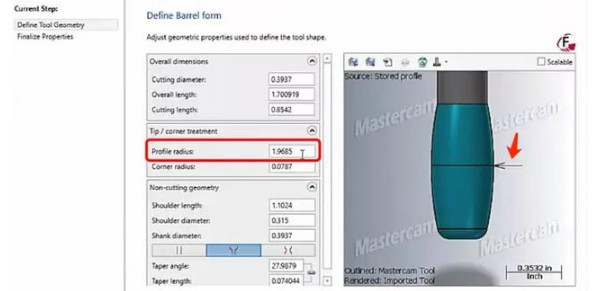
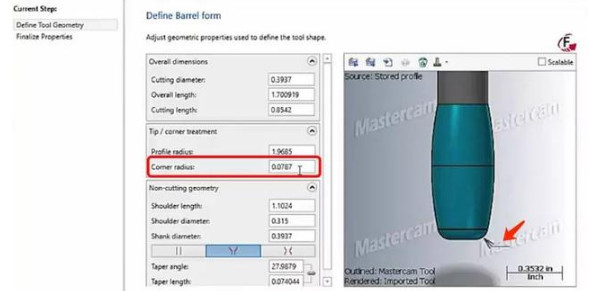
这里定义的刀具外形设置的参数,会直接影响到刀路运算结果。最稳妥的方式,还是直接导入刀具厂商提供的刀具模型。
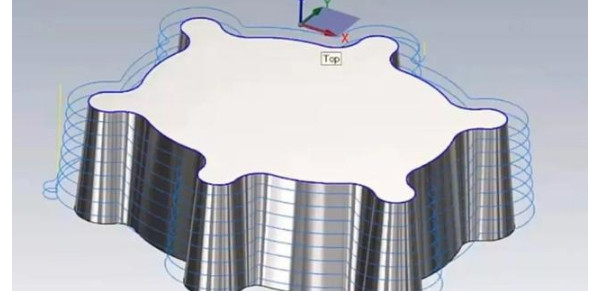
随后,使用等高策略生成刀路:

通过切削验证,生成的精加工刀路利用了刀具的大圆弧,以比使用球刀大的多步距,高效的进行精加工。
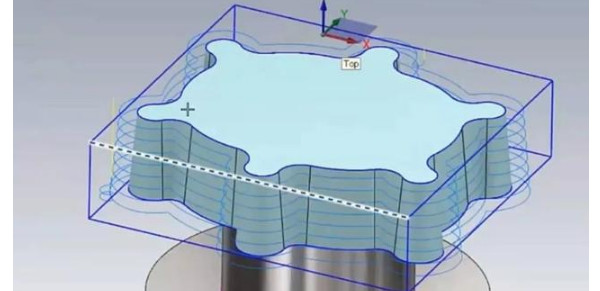
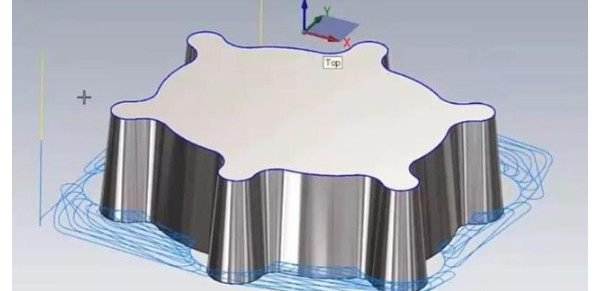
案例2
在这个案例中,选用圆桶形式圆弧刀具使用等高策略进行加工。仔细观察生成的超弦精加工刀路,充分利用了圆桶刀具的大圆弧进行精加工。
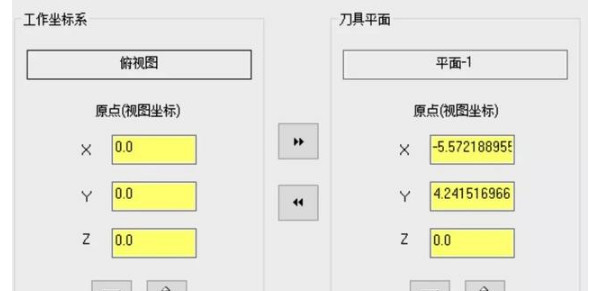
在 3+2 定面的环境中进行超弦精加工,同样推荐使用等高与平行策略。与单纯的 3 轴加工不一样的是,3+2 定面加工中,需要选择合适的刀具平面,使刀具的圆弧在刀路中以稳定的切点与材料接触。
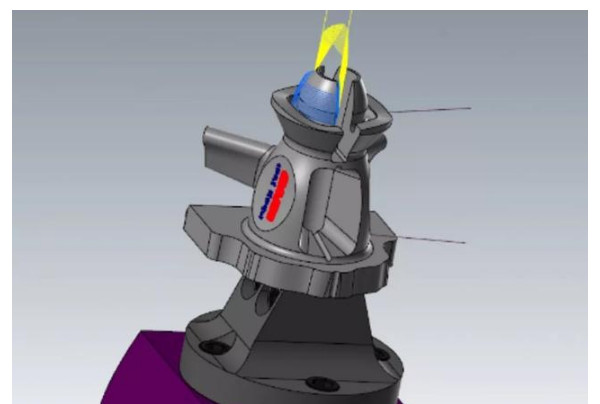
二、五轴联动加工案例
以五轴联动方式进行超弦精加工,其关键点是控制刀轴,使刀具以稳定合适的圆弧切点与材料接触,推荐使用平行和渐变加工策略。

案例:
打开“刀轴控制”页面:
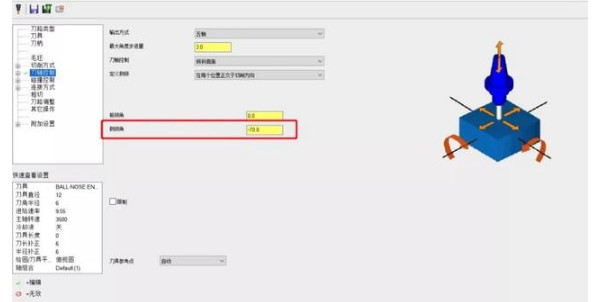
在“倾斜曲面”中输入合适的“侧倾角”,这样软件会以我们设置的侧倾角度来进行切削。

总结一下以上内容,超弦精加工适用于3轴加工、3+2轴定面加工、五轴联动加工。在3轴加工中推荐使用等高、策略和平行、策略;3+2轴加工的关键点是选择合适的刀具平面,使刀具的圆弧在刀路中以稳定的切点与材料接触;在五轴联动加工的关键点是控制刀轴,使刀具以稳定合适的圆弧切点与材料接触。
五轴联动加工推荐使用平行和渐变加工策略。