Siemens五轴加工双摆头轴向退刀方法
在五轴加工中你是否遇到过这样的情况,当使用钻头正在空间倾斜平面上钻孔的时候,刀具突然意外卡住?此时,如果你使用的是摇篮式五轴机床,可以先将程序复位,然后再切换到手动操作方式,选择机床控制面板上的轴选按钮“Z”,再按下正方向按键“+”;或者使用手轮,同样选择Z轴及适当的手轮增量,再小心地顺时针摇动手轮。陷入斜孔中的钻头就会沿着钻孔的轴线方向退出孔外。

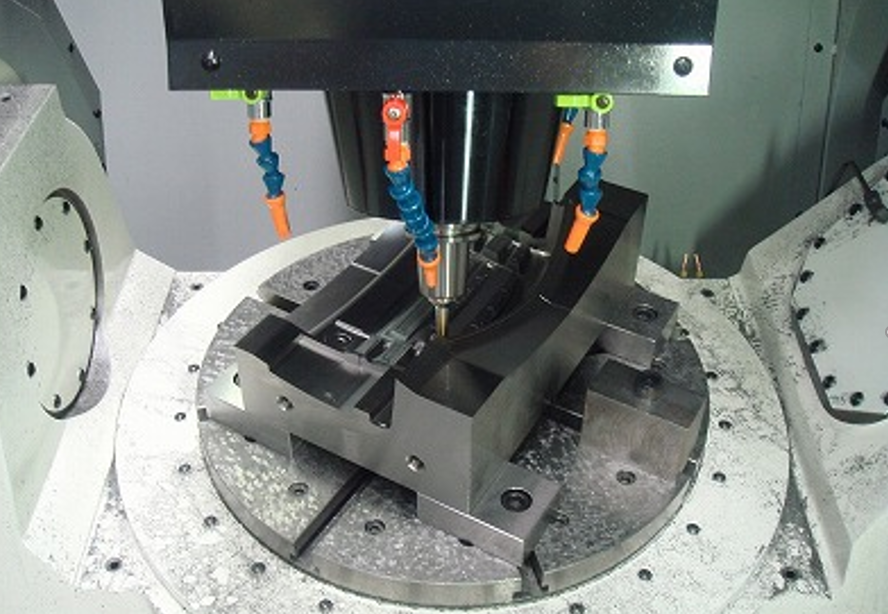
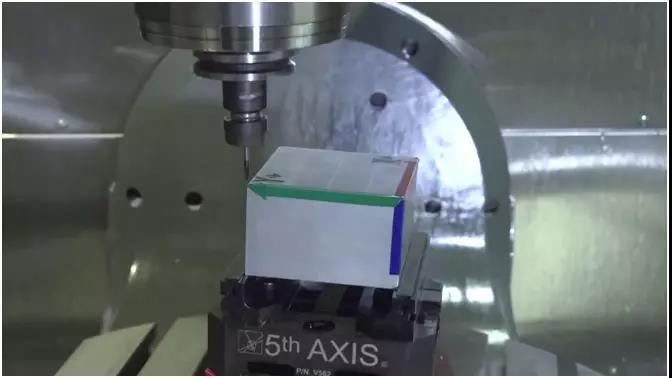
但如果此时你操纵的是一台主轴头摆动式的五轴加工机床的话,恐怕事情就没有这么简单了。因为当加工程序被复位以后,通常系统当前的坐标系就会自动恢复到初始状态——回到机床坐标系,同时五轴转换功能也会自动取消。这时如果直接切换到手动方式,选择Z轴并按下正向移动按钮,或顺时针摇动手轮,五轴头只会沿着机床坐标系的Z轴向上抬起,然而此时的刀轴方向仍然保持着空间倾斜状态,就会与工件发生干涉。
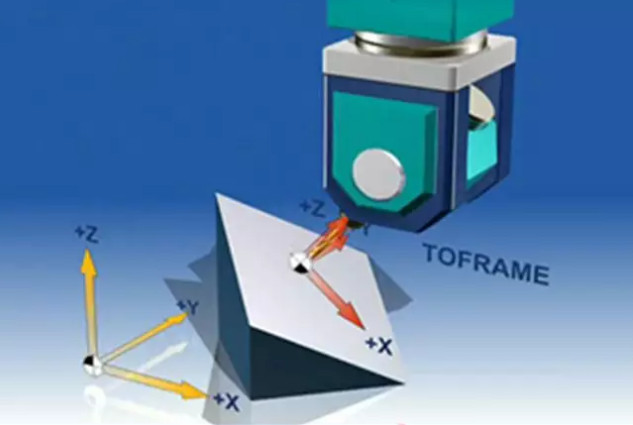
不要担心,本期我们就给大家介绍一下正确的操作方式。在西门子840D五轴系统里面有一个TOFRAME指令,这个指令激活以后,可以立即生成一个新的工件坐标系,该坐标系的Z轴会自动与当前的刀轴方向相重合。也就是说当刀轴处于摆动状态时,数控系统会根据主轴头当前位置的角度和方向,自动建立一个以刀轴方向为Z轴,并且以刀尖当前点为(X0,Y0,Z0)的临时工件坐标系。在这样的工件坐标系下,我们只需要简单地沿着正方向移动几何轴“Z”,就可以轻松地将刀具沿着当前刀轴的方向退出工件。
所以,当刀具被卡在工件内部的时候,不必惊慌。可以先按复位键终止加工程序的运行,以免损伤主轴、刀具以及工件,然后按以下三个步骤进行操作:
第一步:切换到MDA方式,在指令窗口中依次输入下列几行指令:
CYCLE800() ; 撤销回转平面功能
TRAORI ;激活五轴变换
TOFRAME ;激活刀具相关工件坐标系
按循环启动键执行上述程序。注意:执行后不要复位,保持当前状态。
第二步:切换到手动运行方式,按下坐标系切换按钮,将当前坐标系状态转换到工件坐标系(WCS)。这一步非常关键,千万不能弄错。
第三步:先按下机床控制面板上的轴选键,再按下正方向键;或者使用手轮,先选择Z轴,再顺时针摇动手轮。
手动退刀的好处在于,退刀的距离可以随时掌控,但要注意,Z轴的方向键或手轮的旋转方向不要弄错。只要严格按照上述三个步骤的要求进行操作,就能确保刀具沿轴向顺利退出。
当然,利用TOFRAME指令,上述的手动操作过程也可以全部在MDA方式下完成。例如,在MDA窗口输入下列指令:
CYCLE800() ; 撤销回转平面功能
TRAORI ; 激活五轴变换
TOFRAME ; 激活刀具相关工件坐标系
G0 Z100 ; 正向退刀距离
M30 ; 程序复位
与手动退刀不同的是,这里的退刀距离需要预先估算好,并输入到MDA程序中。